- Corrosion de l'acier
- Galvanisation à chaud discontinu
- Systèmes de peinture
- Tôles galvanisés en continu
- Tôle d'acier prélaquée
- Métallisation
- Acier émaillé
- Acier auto-patinable & inoxydable
Corrosion de l'acier
Chaque matériau (de construction) que nous utilisons s’altère sous l'influence de son environnement; l’acier se corrode au contact de l'oxygène et de l'eau. La couche de rouille poreuse qui se forme ne protège pas l'acier sous-jacent des influences extérieures, et la corrosion de l'acier se poursuit donc sans relâche si aucune protection n'est appliquée. De cette façon, la résistance est également affaiblie, ce qui constitue de toute évidence un effet indésirable.
La seule exception à cette règle est l'acier inoxydable (également appelé inox). La couche d'oxyde qui se forme à la surface de l'acier inoxydable protège l'acier sous-jacent et est même auto-cicatrisante.
Une large gamme de traitements de surface permet de protéger l'acier des influences du milieu ambiant. Les plus importantes pour les applications de construction seront expliquées en détail. La performance des traitements de surface s’est améliorée de façon spectaculaire au cours des dernières décennies ; Par conséquent, la corrosion ne devrait donc plus être un problème lors de l'application de l'acier dans la construction. La même amélioration notable de la protection contre la corrosion est probablement aussi perceptible dans l'industrie automobile: avez-vous vu des voitures présentant une corrosion importante au cours de la dernière décennie ?
Dans la pratique, ce sont donc quasiment toujours des dommages ou une mauvaise conception qui sont à l’origine des problèmes de corrosion. En termes de conception, les problèmes peuvent presque toujours être attribués à l'accumulation de saletés ou d'eau stagnante :
[widgetkit id="255" name="guide-corrosion-does-donts"]
Le large éventail de types de protection contre la corrosion permet en outre de choisir une solution appropriée en fonction du risque de dommage. Il est clair que les côtés d'un escalator ou le revêtement mural d'une station de métro exigent un choix différent de celui de la façade d'un immeuble de bureaux.
Le choix de la protection anticorrosion donne la possibilité d'ajouter un aspect esthétique spécifique au design: couleur, brillance, texture, ...
Corrosivité de l'environnement
L'acier ne se corrode pas à la même vitesse dans tous les milieux. Afin de choisir une protection anticorrosion appropriée, il est donc important de connaître la corrosivité de l'environnement. Afin de faciliter le traitement de cette question, les différents environnements (pour les applications de construction) ont été classés en 9 catégories :
La plupart des régions de Belgique ont un environnement extérieur qui relève de la catégorie C3 ; la plupart des espaces intérieurs des bâtiments relèvent de la catégorie C1 ou C2.
La classification ci-dessus est utilisée pour les systèmes de protection métalliques et organiques (systèmes de galvanisation et de peinture) ; pour l'acier inoxydable, une classification distincte des environnements est utilisée.
Durée de vie d'un système de protection
Toutes les applications ne nécessitent pas la même durée de vie du système de protection. La durée de vie du système de protection est définie comme le temps jusqu'à ce que les composants en acier aient subi leur premier entretien majeur. Cette durée de vie standard est exprimée en 4 plages :
- Faible (L) : 2 à 5 ans
- Moyen (M) : 5 à 15 ans
- Haute (H) : 15 à 25 ans
- Très élevé : au moins 25 ans
Il est important de noter que la durée de vie du système de protection contre la corrosion ne correspond certainement pas au moment où la structure s'effondrerait à cause de la corrosion.
Le choix de la durée de vie du système de protection contre la corrosion, ainsi que la durée de vie prévue de la structure, déterminent combien de fois dans le futur l'entretien/le renouvellement du système de protection contre la corrosion doit être prévu.
Galvanisation à chaud discontinu
L’application industrielle de la galvanisation à chaud remonte à près de deux siècles. Ce procédé demeure cependant la manière la plus efficace de protéger l’acier contre la rouille. Le processus de galvanisation est resté fondamentalement le même : l’immersion de pièces en acier dans un bain de zinc en fusion. L'acier entre en contact avec le zinc à une température d'environ 450 °C pendant plusieurs minutes. En résulte la formation d’une série d'alliages zinc-fer à la surface de l'acier. La couche de galvanisation est recouverte d'une "patine" qui constitue un écran presque impénétrable et stable contre les éléments corrosifs du milieu environnant. L’épaisseur de la couche de zinc est essentiellement déterminée par l’épaisseur de l’acier. Les épaisseurs minimales requises sont reprises dans les normes en vigueur.
Lorsqu’on opte pour la galvanisation à chaud, il est primordial d’en tenir compte dès la conception de la construction. Il faut d’abord s’assurer que les différents types d’acier constituant la pièce sont bien aptes à la galvanisation (il s'agit ici de la teneur en Si et en P de l'acier). Par ailleurs, les dimensions de la structure sont un point très important : l'élément à galvaniser doit rentrer dans les dimensions utilisables du bain de galvanisation. Une étroite collaboration avec le galvanisateur constitue la meilleure garantie pour obtenir un résultat optimal.
AbsolumentZinc
La norme EN ISO 1461 considère que les aspects esthétiques ou décoratifs sont d'une importance secondaire. Cependant,certaines applications/clients exigent un haut degré de finition visuelle. Afin de répondre aux attentes de ces clients, il est essentiel de se mettre d'accord au préalable sur la finition esthétique. Infozinc a mis en place un système de classification qui servira d'outil pour stimuler le dialogue sur ce sujet entre les différents acteurs du marché et les galvanisateurs. La classification continuera à être basée sur la norme EN-ISO 1461, la norme actuelle pour la galvanisation à chaud discontinue. Toutefois, une distinction supplémentaire sera faite entre :
- Classe F, galvanisation fonctionnelle
- Classe E, galvanisation esthétique
La classe E doit offrir une solution lorsqu'il y a des attentes/exigences concernant une finition esthétique.
Système Duplex
Il n’est pas toujours possible de déceler qu’une construction a été galvanisée parce qu’elle peut avoir été ensuite revêtue d’une couche de peinture, par exemple pour des raisons esthétiques (les systèmes dits duplex).
Une pièce galvanisée à chaud sur laquelle, après plusieurs dizaines d’années de service fiable et sans entretien, apparaît un début de rouille, peut être dézinguée sans problème et regalvanisée. Ainsi, l'acier galvanisé peut entamer un nouveau cycle de vie.
Plus d'infos
- Infozinc Benelux
- Galvanisation à chaud selon EN ISO 1461
- Galvanisation et Construction durable
- Indications pour la construction et l'assemblage de pièces à galvaniser à chaud
- L'ABC de la galvanisation à chaud
- Les différentes techniques de galvanisation
- Système Duplex - Une combinaison de peinture et d'acier galvanisé à chaud
Systèmes de peinture
Dans les normes de protection contre la corrosion, le terme "revêtement organique" est utilisé pour les systèmes qui sont habituellement appelés "systèmes de peinture". Pour les revêtements organiques, il existe deux méthodes d'application couramment utilisées pour les applications de construction métallique : la peinture liquide et la peinture en poudre. Une préparation minutieuse du substrat est essentielle pour une application réussie d'un revêtement organique.
Peinture liquide
Dans le cas du revêtement liquide, le revêtement est appliqué sous forme liquide par brossage ou pulvérisation sur le substrat en acier (prétraité).
Revêtement en poudre
Dans le revêtement par poudre, une poudre est appliquée sur le substrat en acier par l'application d'une charge électrostatique. La poudre est ensuite fondue et cuite en chauffant l'élément.
Tôles galvanisés en continu
Une bobine laminée à chaud ou à froid (en continu) peut être revêtue d’une couche de protection métallique. Les processus les plus connus sont :
La galvanisation à chaud en continu :
La galvanisation à chaud en continu : la bobine laminée à chaud ou à froid est trempée dans un bain de zinc. La norme EN 10143 reprend les tolérances sur les dimensions et la forme de la tôle revêtue et la norme EN 10215 reprend les caractéristiques du revêtement.
Dans ce processus de protection, les revêtements suivants sont disponibles :
- Z : Zinc
- ZA : Zinc – Aluminium nom de marque: Galfan
- ZM: Zinc-Aluminium-Magnesium nom de marque: Magnelis®
- AZ : Aluminium – Zinc – Silicium nom de marque: Aluzinc®
- AS : Aluminium – Silicium nom de marque: Alusi®
- AL : Aluminium nom de marque: Alupur®
La galvanisation électrolytique
La galvanisation électrolytique : la couche de zinc est appliquée par différence de potentiel anodique entre la bande laminée à froid et le bain de zinc. La norme EN 10131 reprend les tolérances sur les dimensions et la forme de la tôle électrozinguée et la norme EN 10215 reprend les caractéristiques du revêtement.
Plus d’infos:
Tôle d'acier prélaquée
Le revêtement de tôles d'acier minces est souvent appliqué dans le cadre d'un processus appelé "coil coating": l'acier est revêtu avant d'être modelé dans sa forme finale, c'est-à-dire lorsqu'il sort de l'aciérie sous forme de grandes bobines. En français, cela s'appelle "l’acier prélaqué".
Le système de protection contre la corrosion
Plusieurs types de revêtement sont disponibles, chacun dans une large gamme de couleurs et même de textures. Le nombre de couches varie également. Il y a presque toujours une différence (nombre de couches, couleur, ...) entre le revêtement extérieur et le revêtement intérieur du produit final.
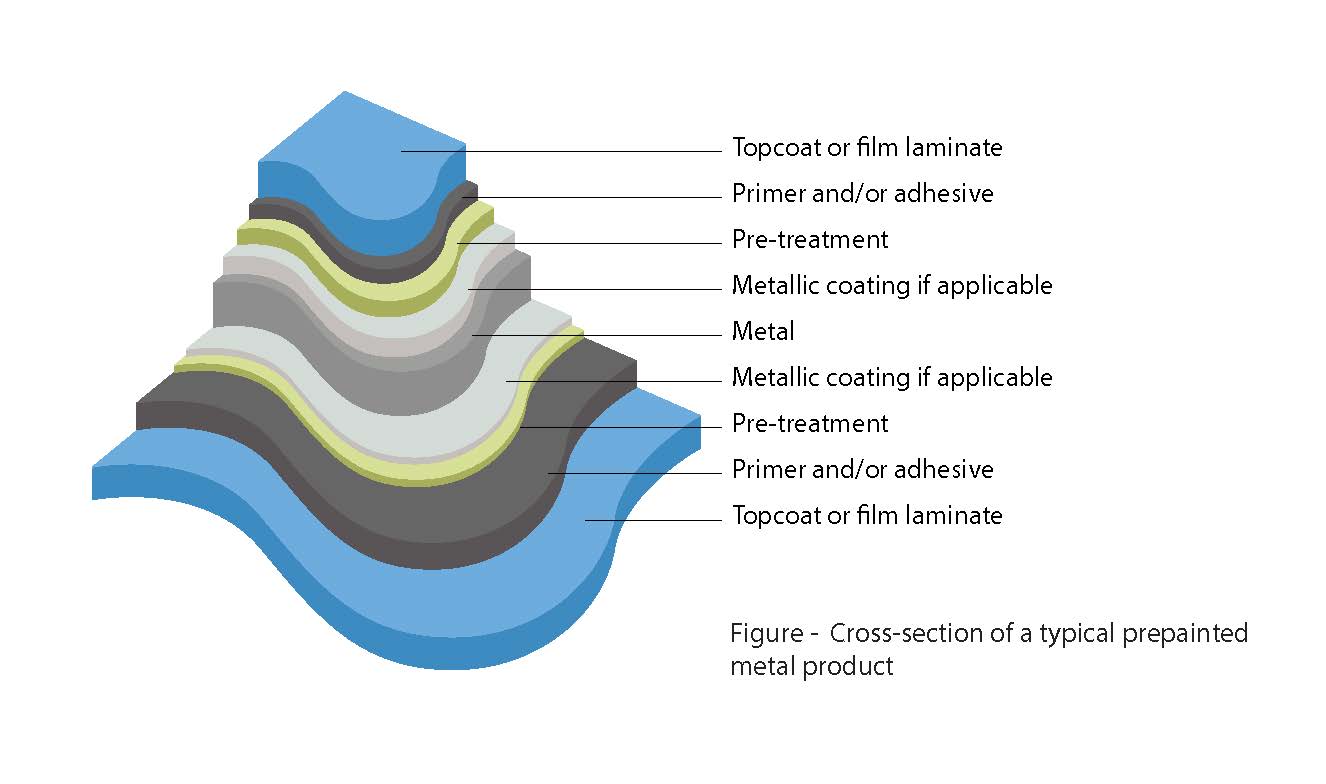
Dans la mesure où l'acier prélaqué devra presque toujours être déformé (plié ou profilé, par exemple en panneaux de revêtement) à un stadeultérieur, il est important que le système de revêtement soit apte à subir ce processus sans être endommagé.
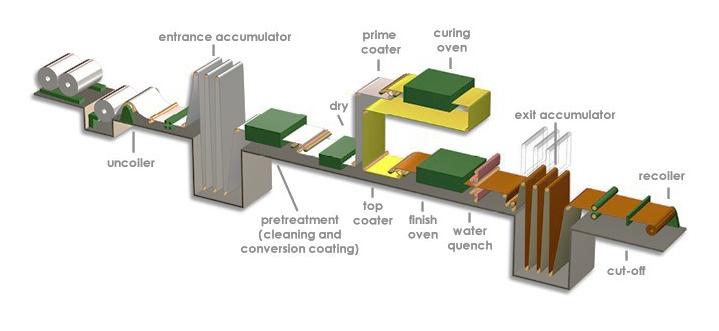
Le processus
L'acier - généralement une bande d'acier galvanisé en continu - est livré en bobines depuis l'aciérie. La bobine est positionnée au début de la ligne, puis déroulée à une vitesse constante, passant par les différents processus de prétraitement et de revêtement avant d'être réenroulée.
Les étapes suivantes se déroulent sur une ligne moderne de revêtement de bobines :
- Le début de la bobine est attaché à la fin de la précédente.
- La bande d'acier est prétraitée, nettoyée et séchée.
- L'apprêt est appliqué sur une ou deux faces.
- Passage dans le premier four (entre 15 et 60 secondes) et refroidissement
- Revêtement de finition sur une ou deux faces
- Passage dans le second four (entre 15 et 60 secondes), puis refroidissement
- Laminage de la tôle d'acier revêtue.
Une grande partie de l'acier prélaqué est fabriquée par les aciéries elles-mêmes, mais il existe également des entreprises qui réalisent ce processus de manière indépendante.
Applications dans la construction
75 % de l'acier prélaqué est utilisé dans le secteur de la construction. Il est également utilisé dans les véhicules, les appareils ménagers, les meubles en métal et divers accessoires industriels.
Pour en savoir plus sur l'utilisation du métal prélaqué dans la construction, consultez l'article en ligne "Où pouvez-vous utiliser le métal prélaqué ? (ECCA).
Concevoir avec de l'acier prélaqué
Pour en savoir plus sur la conception avec du métal prélaqué, consultez l'article en ligne "Créer avec du métal prélaqué" (ECCA).
Plus d’infos:
- Guide de choix ArcelorMittal

- Gamme de produits plats prélaquées ArcelorMittal
- Echantillons et couleurs produits plats prélaquées ArcelorMittal
- Steel envoloppe: the architect’s corner
- Organic coated steel user manual
- Acier prélaqué innovant pour des solutions de construction durable, Nspired by Nature
- Gamme de produits plats ArcelorMittal
- Colorcoat Prisma® - Couleurs - Tata Steel
- Colorcoat Prisma® Technical details - Tata Steel
- Colorcoat HPS200 Ultra® - Couleurs - Tata Steel
- Colorcoat HPS200 Ultra® Technical details - Tata Steel
- La Garantie Confidex® - Tata Steel
Métallisation
La galvanisation à froid implique l'application d'une couche de peinture au zinc qui sert à la fois de protection cathodique et de barrière passive. La "métallisation" de l'acier (également appelée "écroûtage") repose sur l'application d'un métal, généralement moins précieux, par projection de ce métal à travers une flamme (en arc). Pour ce faire, on fait passer le matériau (généralement du zinc ou de l'aluminium) dans un pistolet où il est chauffé à un point tel qu'il fond à la sortie du pistolet de métallisation, projetant finalement des gouttelettes de zinc ou d'aluminium en fusion sur la surface d'acier nettoyée. Bien que ce procédé soit généralement utilisé en atelier pour les projets de construction neuve, cette technique peut aussi parfaitement être appliquée sur un chantier de construction si on le souhaite. Contrairement à la "galvanisation à chaud", elle n'est plus limitée par la taille des pièces, mais le traitement "manuel" en fait une application plus coûteuse.
Plus d'infos
Acier émaillé
Propriétés
- L’acier émaillé laminé à froid contient un revêtement liquide ou en poudre cuit d’une ou deux couches, offrant une bonne résistance contre les rayures.
- Peut être profilé, plié et embouti.
- Un aspect lisse, anti-rayures et immaculé. Pour la décoration et la signalisation, à l’intérieur comme à l’extérieur.
- Disponible en bobines ou en tôles d’une épaisseur de 0,30 à 4,00 mm et d’une largeur de 40 à 205 cm.
- Assemblage par soudage, boulonnage, sertissage, rivetage ou clouage.
Procédé
- L’émail, c’est du verre. Il recouvre les surfaces métalliques et sa composition vitreuse offre une résistance et une profondeur aux produits qu’il protège et décore.
- L’émaillage du métal consiste à recouvrir une surface métallique d’émail finement moulu et à la porter à une température de 500 °C minimum, en fonction du métal employé. La liaison intime entre l’émail et son support forme par conséquent un matériau pratiquement inaltérable.
- L’émail, qui se présente sous la forme de produits de laminage ou de grains, est transformé en argile de coulage ou en poudre de manière à en faciliter l’application.
- Rarement le mariage de deux matériaux aussi différents que le métal et l’émail vitrifié aura offert des résultats aussi évidents et utiles. La liaison harmonieuse, grâce au feu, réunit en effet la résistance du métal à la protection du verre.
Exemple d'application

Gare de Halle - Arch. NMBS Directie Patrimonium
(Concours Construction Acier 2004 - Nominé - Lire l'article ici)

Dexia bank B.I.L. à Esch-Belval (LU) - Arch. Claude Vasconi Associés Architectes, Paris (FR) Jean Petit Architectes, Luxembourg (LU)
( Lauréat Concours Construction Acier 2007 - Lire l'article ici)
Plus d'infos...
- Article technique dans le magazine info_steel #56 : 'L'acier emaillé; un matériau millénaire pour les construction de demain' – janvier 2019.
- Exemple d'application dans le magazine staal_acier #29: 'Centre Le Corbusier, oeuvre-testament' – Paul Guillaume – decembre 2010.
- Article technique dans le magazine staal_acier #04 : 'L'acier emaillé; un matériau millénaire pour les construction de demain' – Philippe Gousselot – septembre 2004.
Acier auto-patinable & inoxydable
- Un traitement de surface supplémentaire n'est pas nécessaire du point de vue de la durabilité/protection contre la corrosion.
- L'aspect esthétique spécifique de ces types d'acier est souhaité.
Acier auto-patinable
Pour les aciers auto-patinable, la classification des environnements selon la norme ISO 9223 (qui est la même que pour les systèmes de peinture selon la norme EN ISO 12944-2) doit également être utilisée.
La détermination de la résistance à la corrosion se fait directement en fonction de la réduction de l'épaisseur de l'élément en acier et en fonction du temps : à la durée de vie prédéterminée, il doit rester une épaisseur d'acier suffisante pour garantir la résistance requise. En fait, cela fonctionne dans l'autre sens : la réduction d'épaisseur supposée est simplement ajoutée après la conception structurelle normale.
Un tableau souvent utilisé pour estimer la réduction d'épaisseur est le suivant (également utilisé au Royaume-Uni pour la conception de ponts en acier auto-patinable - durée de vie de 120 ans) :
| Catégories de corrosion atmosphérique (EN ISO 9223) | Réduction de l'épaisseur (mm/face exposée) |
| C1 | 0.0 |
| C2 | 0.5 |
| C3 | 1.0 |
| C4 | 1.5 |
| C5 ou CX | N/A |
Acier inoxydable
Pour l'acier inoxydable, il faut faire la distinction entre :
- Application structurelle (calculée selon l'Eurocode)
- Applications non structurelles (comme les panneaux de revêtement)
Compte tenu des propriétés spécifiques des aciers inoxydables, la classification des environnements selon la norme EN ISO 9223 n'est en principe pas utilisée (à l'exception des applications structurelles avec des aciers inoxydables ferritiques).
Pour les applications structurelles (à l'exception des applications structurelles avec de l'acier inoxydable ferritique), il existe une méthode établie dans l'Eurocode 3 partie 1-4. Cette méthode, ainsi que la méthode spécifique pour l'acier inoxydable ferritique, est clairement expliquée dans le document "SCI P413 - Design manual for structural stainless steel - 4th edition" (plus spécifiquement dans la section 3.5).
Pour les applications non structurelles, l'IMOA a développé une méthode dont la philosophie est très proche de celle de l'Eurocode 3 partie 1-4.
Systèmes de peinture sur acier inoxydable et acier auto-patinable
Dans certains cas, ces types d'acier sont assortis d’un traitement de surface supplémentaire. Voici quelques exemples :
- Même en choisissant un système de peinture (haute performance), il convient de privilégier un acier autopatinable : la raison de ce choix est de réduire le phénomène de sous-corrosion
- Même lors du choix d'un système de peinture, choisir l'acier inoxydable : la raison peut en être, par exemple, de continuer à garantir une excellente protection contre la corrosion dans des environnements où l'endommagement mécanique du système de peinture est inévitable (cette application est parfois observée dans les mains courantes des balustrades dans des environnements extérieurs, en particulier dans les zones ayant une catégorie de corrosivité élevée)
- Même si l'on opte pour l'acier inoxydable, on lui appliquera un revêtement organique : ce dernier est généralement destiné à donner à (une partie de) l'acier un aspect esthétique différent.